
Beyond the Surface: What Cabinetmakers Need to Know About Edgebanding Manufacturing Quality

Edgebanding is a small detail but its quality is crucial in making durable furniture. On the surface, many edgebandings look alike but there is a deeper understanding of quality that cabinetmakers need to know when sourcing edgebanding.
What is Edgebanding?
Edgebanding is a narrow strip applied to the exposed edges of thermo-fused melamine/laminate board (TFM or TFL), medium-density fibre board (MDF), or plywood board transforming them into finished furniture.
Edgebanding Material
Edgebanding can be made from natural materials like solid wood or veneer, thermoplastic polymers such as PVC, ABS, PP, PMMA, or PLA, as well as treated papers like melamine, polyester, or high-pressure laminate (HPL).
Decorative and Protective Functions of Edgebanding
Beyond its decorative role, edgebanding provides essential edge protection—guarding against scratches, impacts, and general wear. Typically, it’s matched to the board’s surface design to create a seamless, continuous appearance. Thicker edgebanding options offer greater durability, especially during handling, installation, and daily use.

Application of Edgebanding
Edgebanding can be applied automatically with an edgebander or manually. Application and processing steps of Edgebanding can vary from basic steps such as bonding, cutting, and trimming to scraping, buffing, and cleaning.

Extrusion of Thermoplastic Edgebanding
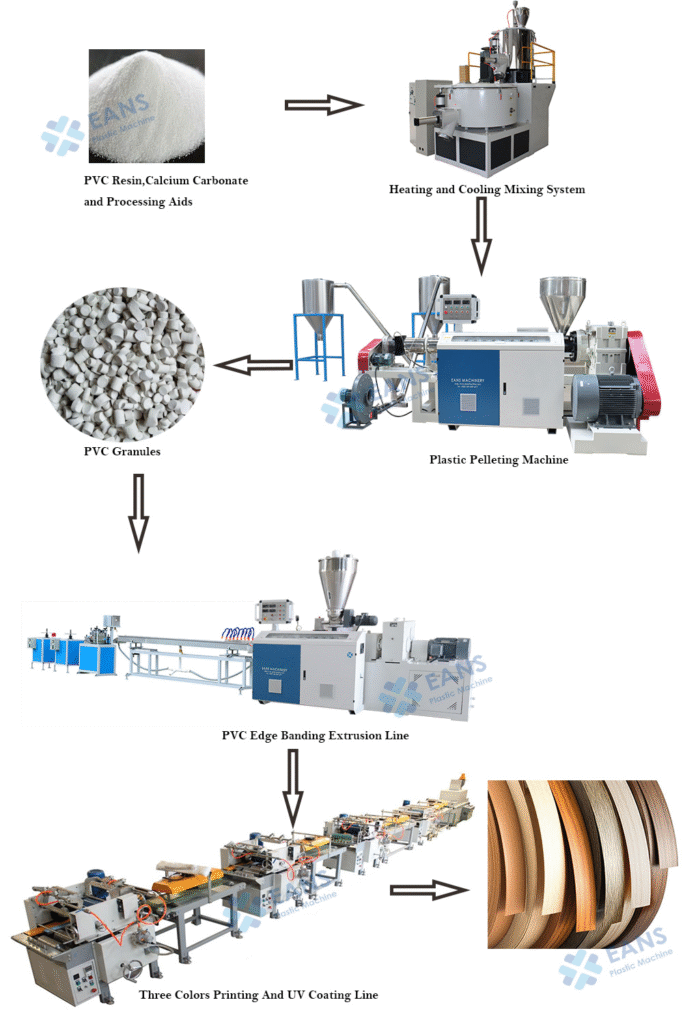
Thermoplastic edgebanding (PVC, ABS, PP, PMMA, PLA) is made through extrusion. Resin and color pigments are blended to ensure consistent color and a homogenous mixture. The blending process can be done manually or automatically for higher consistency. Additives like waxes and impact modifiers are used in the resin to enhance extrusion flow and impact resistance. Softening agents and other ingredients can be added to change the performance of the edgebanding in processing.
Once melted, the compound is extruded through a die to form the desired profile shape and size. The strand then goes through key finishing steps: texturing, printing, primer application, and lacquering (for printed edgebanding). A UV light cures the lacquer, providing durability against general household cleaners.
As the edgebanding cools in a water bath, a vacuum former or bar brings a slight concavity to the edgebanding, ensuring a tight glue line when the edgebanding is pressed to the board. A final primer is added to the back for improved adhesion. The finished edgebanding is then counted in length, cut, and rolled for shipment.
Quality Aspects in Thermoplastic Edgebanding Production
The basic definition of quality is a set of standards that a product meets. Manufacturing quality standards are established criteria and practices used to ensure consistent quality, meet customer expectations, and comply with regulations throughout the production process.
There can be significant differences in the manufactured quality of Edgebanding. Edgebanding extrusion manufacturers that implement a structured quality system with rigorous quality control can greatly improve product consistency and maintain tight production tolerances.
Important quality aspects in edgebanding extrusion are related to color, profile size, primer application, straightness, concavity, topcoat adhesion for printed edgebanding, impact resistance, shrinkage, and UV resistance.
Color Consistency
Consistency in edgebanding production is key. This applies particularly to color consistency.
Automatic dispensing systems of color pigments ensures color consistency.
Having a color formulation and production sample retention system allows for color consistency from production run to production run.
A spectrophotometer in edgebanding extrusion is used to measure color variance from a production specimen to a color target. The spectrophotometer measures color by shining a beam of light and capturing the amount of light that reflects back or transmits through to quantify color. A Delta E (ΔE) of 1 on a spectrophotometer indicates a color difference that is generally considered barely perceptible to the average human eye and is the current industry-accepted standard.

A light booth in edgebanding extrusion is used for visual color inspection under controlled lighting conditions, ensuring the edgebanding matches the decorative panels in various environments. The booth simulates different standardized lighting conditions—like D65 (daylight), TL84 (store lighting), and incandescent—to mimic how the edgebanding will appear in real-world settings.

Color metamerism is a phenomenon where two colors appear identical under one set of lighting conditions, but look different under a different set of lighting conditions. This happens because the colors have different spectral compositions (different mixtures of wavelengths of light). While they may appear the same under one light, the differences in their spectral characteristics cause them to appear different under other light sources.
Size Control
Size control (width & thickness) ensures proper fit of the Edgebanding to the board. It can be checked automatically with inline laser gauges or manually with calipers.
Primer Application
Primer application ensures strong adhesion between edgebanding, the hotmelt, and the board. A primer station coats the backside of the Edgebanding with sufficient primer. It is important that the primer mix of solids and solvents is constantly agitated in a closed primer system allowing for consistent primer application. Primer thickness and uniformity are checked visually using a UV Black Light to detect phosphorescence, with dye pens, and application pull tests.

Edgebanding Straightness
Edgebanding straightness is important in the processing of Edgebanding to the board. Wavy or bowed (banana-curve) Edgebanding can cause feeding issues in the edgebander or uneven application. Longitudinal straightness can be compromised from uneven cooling of the Edgebanding, tension during winding, or improper extrusion set up. Straightness is generally inspected visually or with a camera system.
Concavity
Edgebanding concavity is a slight inward bow that helps the Edgebanding press tightly against the board edge, ensuring a tight glue bond. The thicker the Edgebanding the more important consistent concavity becomes. Concavity is generally checked visually against a flat surface. Too flat may lead to lifting of the edge of the Edgebanding during processing, too concave can cause poor edge contact to the board resulting in poor adhesion.
Topcoat Adhesion
Topcoats (often UV-cured lacquers or other protective clear coats) are applied during the edgebanding manufacturing process, typically after the decorative layer (print) is applied. It protects the print on the Edgebanding against general wear and tear, chemicals including general household cleaners, prevents discoloration or degradation from exposure to UV light and can provide desired gloss levels (matte, semi-gloss, high gloss).
The cross-hatch adhesion test is a common method for evaluating the adhesion of coatings to substrates. It involves creating a grid of cross-hatch cuts on the coating, applying pressure-sensitive tape, and then removing it to assess how much of the coating is pulled away. The resulting rating, typically on a scale of 0B to 5B, indicates the level of adhesion. A 5B rating indicates excellent adhesion (no coating removed), while a 0B rating indicates very poor adhesion (significant coating removed).
Impact Resistance
Impact resistance on edgebanding is a crucial property, and it’s typically tested using standardized methods designed for plastics. The goal is to determine the material’s ability to withstand sudden forces or blows without breaking, cracking, or deforming permanently.
The most common methods for testing impact resistance of plastic edgebanding involve variations of pendulum impact tests:
- Charpy Impact Test (e.g., ASTM D6110, ISO 179):
- A notched or unnotched specimen of the edgebanding material is prepared. Notching creates a stress concentration point to ensure a consistent break and measure the energy required to initiate fracture.
- The specimen is supported horizontally at both ends.
- A pendulum with a known mass is released from a specific height and strikes the center of the specimen.
- The energy absorbed by the specimen during the fracture is measured (calculated from the difference in the pendulum’s height before and after striking).
- A higher energy absorption value indicates greater impact resistance.
- Izod Impact Test (e.g., ASTM D256, ISO 180):
- Similar to the Charpy test, but the specimen is typically clamped vertically at one end, forming a cantilever.
- A pendulum strikes the free, notched end of the specimen.
- Again, the energy absorbed by the specimen during fracture is measured.
- This test is often used for materials that are prone to brittle fracture.
While these pendulum tests are the most common laboratory methods, manufacturers may also perform other, less standardized, “drop tests” or simulated impact tests relevant to real-world furniture use during their internal quality control processes. However, for objective comparison and material specification, the Charpy and Izod impact tests following ASTM or ISO standards are the industry benchmarks.

Shrinkage
During the extrusion process, thermoplastic polymers are heated and forced through a die. The intense shearing and drawing forces involved cause the polymer chains (which, in their relaxed state, are tangled and somewhat “balled up”) to align and stretch in the direction of extrusion. This creates an internal stress or “memory” within the material.
When heat is applied, the polymer chains gain kinetic energy, allowing them to overcome the viscous forces holding them in their elongated state. They then tend to relax and recoil back to a more thermodynamically stable, random coil (or “ball”) configuration. This relaxation of the aligned polymer chains directly manifests as macroscopic shrinkage of the edgebanding. The more oriented the chains are, the greater the potential for shrinkage.
Edgebanding manufacturers employ various techniques to minimize shrinkage including material selection, processing parameters and heat treatments.
Although quality hotmelt adhesives cannot eliminate shrinkage they can absorb the internal shrinking forces of the Edgebanding.
UV Resistance Edgebanding material faces constant exposure to sunlight, heat, and moisture which can cause fading, yellowing, and surface degradation over time. Edgebanding manufacturers use QUV Accelerated UV Testing equipment to simulate the long-term effects of UV and moisture exposure on edgebanding. The test uses specialized fluorescent UV lamps to evaluate how Edgebanding stands up to UV exposure over time.

Summary
Edgebanding is a critical component for finishing furniture, offering both decorative appeal and essential protection against wear and tear. While it can be made from various materials like wood veneer or paper, thermoplastic polymers (PVC, ABS, PP, PMMA, PLA) are commonly produced via extrusion. The quality of thermoplastic edgebanding is paramount for cabinetmakers to ensure durable, aesthetically pleasing, and easy-to-process finished products.
The manufacturing process of thermoplastic edgebanding involves blending resins with pigments and additives, extrusion through a die, and crucial finishing steps like texturing, printing, and lacquering, often followed by UV curing. A slight concavity is introduced during cooling to ensure a tight glue line, and a final primer is applied for optimal adhesion.
Significant variations exist in manufactured edgebanding quality. Manufacturers employing rigorous quality control systems produce consistent products within tight tolerances. Key quality aspects for cabinetmakers to consider include:
- Color Consistency: Achieved through automated dispensing, sample retention, spectrophotometer measurements (Delta E ≤ 1), and visual inspection in light booths to prevent metamerism.
- Size Control: Precise width and thickness, checked with inline laser gauges or calipers, are vital for proper fit and processing.
- Primer Application: A consistent and well-agitated primer ensures strong adhesion, verified visually with UV black light, dye pens, and pull tests.
- Edgebanding Straightness: Straight material is crucial for smooth feeding and even application, preventing “banana-curving” caused by uneven cooling or winding.
- Concavity: A slight inward bow ensures tight contact with the board for a strong glue bond, especially important for thicker edgebanding.
- Topcoat Adhesion: UV-cured lacquers protect printed designs from wear, chemicals, and UV degradation. Adhesion is typically tested using the cross-hatch method (aiming for a 5B rating).
- Impact Resistance: Measures the edgebanding’s ability to withstand sudden forces without damage, commonly tested using Charpy or Izod pendulum impact tests (ASTM/ISO standards).
- Shrinkage: An inherent property of extruded thermoplastics due to polymer chain relaxation when heated. While hotmelt adhesives can mitigate some force, manufacturers use material selection, processing parameters, and heat treatments to minimize it.
- UV Resistance: Edgebanding’s ability to resist fading, yellowing, and degradation from sunlight, heat, and moisture, evaluated using accelerated QUV testing.
Understanding these manufacturing quality aspects allows cabinetmakers to select superior edgebanding, leading to more reliable, durable, and visually appealing finished cabinets.
Author

Markus Raves, RAMS Industries, Ltd.
Editor

