
Gravure Printing for Edgebanding: Technical Considerations in Design and Colour Control

Gravure printing, or rotogravure printing, is the primary process used to apply decorative print elements onto extruded edgebanding. It is a precise, repeatable method that allows manufacturers to reproduce woodgrain designs, patterns, and textures with high accuracy.
Process Overview
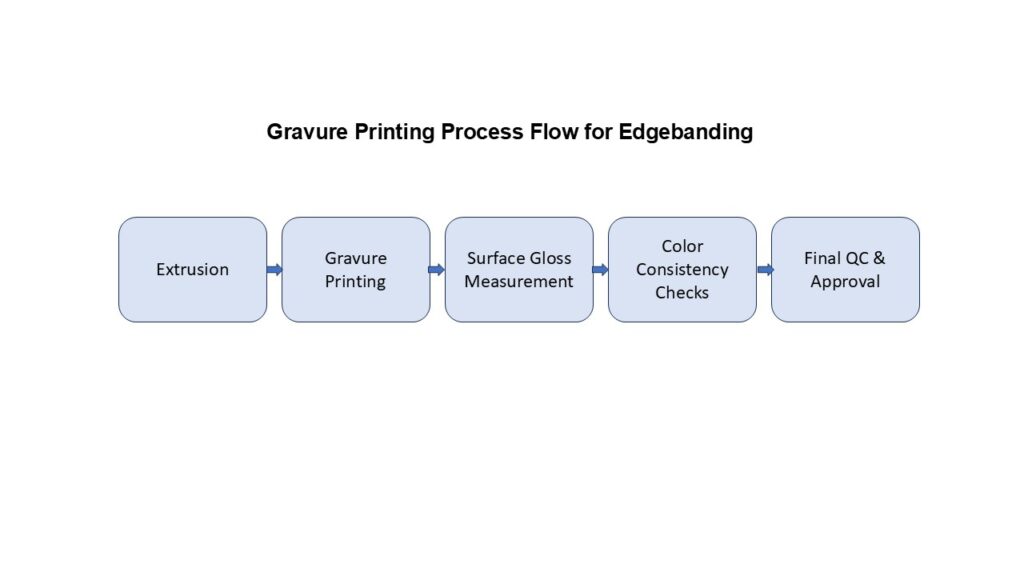
In gravure printing, ink is transferred from micro-cells etched into a metal cylinder directly onto the edgebanding surface. Multiple printing stations can be used, each applying a separate layer of ink. By overlaying these layers, manufacturers can build a detailed image that closely matches the target woodgrain sample supplied by the customer.
Surface Gloss Control
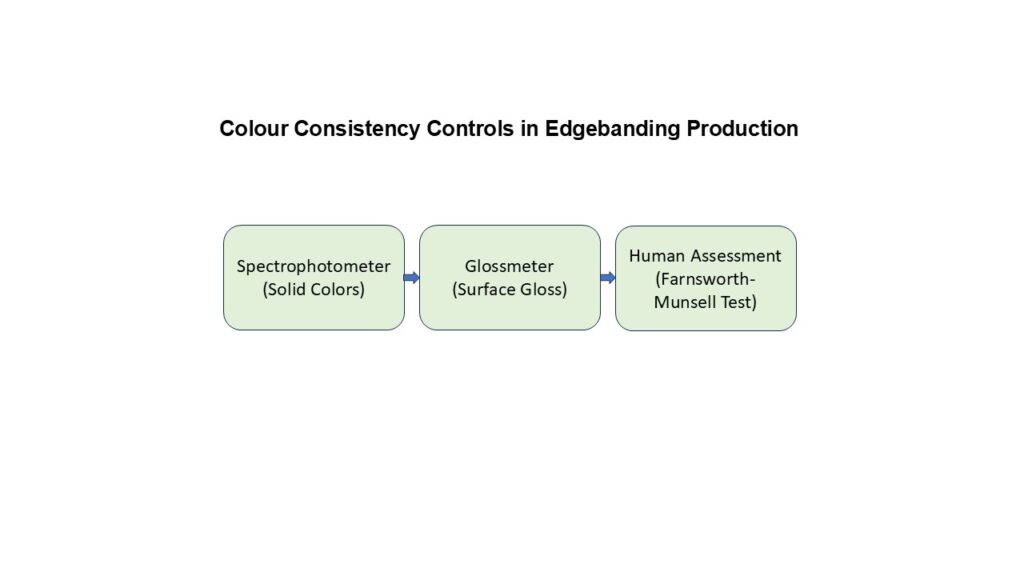
Surface gloss is a critical parameter that directly influences the final appearance. Gloss levels are measured and controlled using calibrated glossmeters. Even when colour values remain constant, variations in gloss can shift the visual perception of colour. For this reason, gloss measurement is integrated into quality control systems at multiple stages.

A gloss reader provides numerical values measuring gloss levels on edgebanding.
Colour Consistency Challenges
Spectrophotometer Use and Limitations
A spectrophotometer is widely used to assess colour proximity and establish pass/fail thresholds on solid colours. Customer-specific targets can be set and mutually agreed upon with the manufacturer to ensure repeatability.

However, there are important limitations:
- A spectrophotometer may confirm a batch as “within tolerance” even if it appears slightly different to the human eye compared to a previous production run.
- Gravure-printed edgebanding does not use standard ring blocks or register marks, which in other printing industries are essential for measuring print position and colour control.
As a result, spectrophotometer readings alone cannot eliminate lot-to-lot variation in printed edgebanding.
Human Factors in Colour Discrimination
Colour assessment remains partially subjective. Individual ability to detect subtle colour differences varies, and this variability is a significant factor in lot-to-lot comparison.
To manage this, production personnel working in colour-critical areas undergo the Farnsworth-Munsell 100 Hue Colour Vision Test. This test is recognized as one of the most accurate ways to measure an individual’s colour discrimination ability. Only 16% of the general population demonstrate superior ability on the first attempt, but staff are required to demonstrate at least average or better performance. Regular re-testing ensures consistent aptitude in these roles.

The Farnsworth Munsell 100 Hue Color Vision Test is used to measure an individual’s color discrimination ability.
Summary
Despite the use of advanced tools and rigorous testing, small variations are unavoidable. Viewing angle, type of illuminant, surface gloss, and human colour perception all play a role in how a product is experienced.
Even minor variations in raw material or production conditions can create a product that looks slightly different compared to a previous lot. These variations are minimized through:
- Automated measurement systems (spectrophotometers and glossmeters)
- Defined customer-specific colour targets
- Controlled production processes
- Personnel colour-vision testing and training
Through this combination of technology and human oversight, gravure-printed edgebanding achieves a high level of consistency while meeting the aesthetic and functional requirements of end users.
The following two charts provide the process flow of gravure printing and colour consistency control
Author: Steve Honey, Design & Colour Lab Supervisor at Surteco Canada Ltd.






